钎焊在钎剂、惰性气体或真空环境保护下进行,钎料熔点低于母材,焊接过程中母材不熔化,熔化的液体钎料在待焊部位表面润湿、铺展并发生元素扩散,实现冶金结合。真空钎焊过程发生在真空环境下,因不用钎剂,显著提高产品抗腐蚀性,免除了各种污染,钎料湿润性和流动性更好,可以焊更复杂器件。真空钎焊适用的材料和结构形式非常广泛,尤其适用于异性材料连接,有广泛的应用场景,可根据待焊材料类型选择钎料牌号,通过待焊材料结构特点选择钎料形态。
技术原理
钎焊采用比母材熔点低的金属材料作钎料,将焊件与钎料加热到高于钎料熔点,但低于母材熔点的温度,利用液态钎料润湿母材,填充接头间隙,并与母材相互扩散而实现连接焊件的方法。
设备能力
可焊接材料
 | 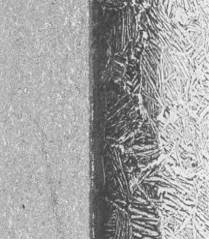 | 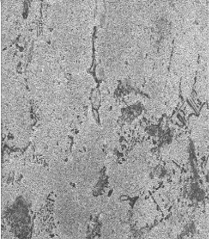 |
TC4/TC4 | Ti60/Ti2AlNb | IC10/IC10 |
 |  | 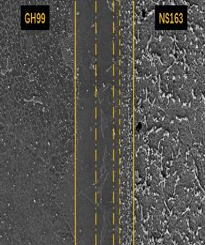 |
Ti65/Ti65 | Ti2AlNb/TiAl | GH99/NS163 |
钛合金、变形高温合金高性能钎焊已解决。室温和高温拉伸强度与母材等强
TiAl系金属间化合物室温拉伸强度达到母材85%。高温强度达到母材70%
镍基定向凝固材料、镍基单晶室温/高温拉伸性能与母材等强
性能检测
拉伸性能 |
材料 | 温度(℃) | 拉伸强度 (Mpa) | 屈服强度 (Mpa) | A(%) | 备注 |
IC10 | 1000 | 511±6.8 |
| 8.21±2.16 |
|
GH4169 | 室温 | 1134.3 |
|
|
|
GH4169 | 400 | 1015.8 |
|
|
|
持久性能 |
材料 | 温度 | 应力 (Mpa) | 时间(h) | 备注 |
IC10 | 1100 | 55 | 136 | >100h后增加10MPa |
980 | 120 | 193 | >100h后增加至135MPa,以后每50h增加15MPa |
DD5 | 1000 | 130 | 200 |
|